Hot dip galvanising is a process in which articles are immersed in various baths. Most hot dip galvanising is contracted out to specialist firms, which may also be responsible for the transport and handling of the material. Although bath sizes have increased over the years they can still be a limiting factor. Dimensions, weights and other related factors are very important in hot dip galvanising and the customer and the galvaniser should discuss any problems which might arise at the earliest opportunity.
Bath Dimensions and individual weights
Galvanising companies have baths of various sizes and it is important to find a galvanising bath of suitable dimensions for the article to be galvanised. The sizes of available baths should have been taken into account when designing the fabrication. Welded or bolted joints on large fabrications can then be arranged to take account of the dimensions of the bath or the lifting capacity of the cranes. Work that can be processed varies from small components which may be dipped by hand to large fabrications weighing over 10 tonnes.
Bulky Items
Ideally, items to be galvanised should not be too complex. Complex items can create handling problems, may become damaged and are more difficult to galvanise. Since galvanising costs depends, amongst other things, on the maximum loading of frames or jigs, complex items result in higher costs. The design of items should, therefore, be as simple as possible, occasionally at the risk of increasing cost of fitting or assembly later on. This type of steel fabrication can be transported more easily, the surface finish will be better and the process will be more cost effective.
Double Dipping
The complete surface area can sometimes be covered by dipping twice, so that large steel items which cannot be coated in a single dip can still be galvanised. Dipping steel fabrications several times, however, causes irregular heating of the fabrications in the zinc bath which can sometimes result in distortion. When reaching the bath temperature a steel component expands by bout 4-5 mm per metre length. Differences in temperature are unavoidable when dipping more than once since one part of the piece is continuously in the zinc at 450°C while the other is exposed to the air. This result in a variation of the expansion of the upper or lower side of the fabrication.
Hot dip galvanising of long thin steel structures, such as tower or masts, is relatively straight forward as only small difference in expansion of the upper or lower side occur. It is more complicated if the steel structure is very long and has to be rotated to be got dip galvanised.
If such structure is relatively flexible the problem of the varying degrees of expansion is easily compensated and the difference in length between upper and lower side effectively reduced. If, on the other hand the structure is solid or rigid, distortion may result and occasionally cracks may form due to the high residual stresses which cannot be accommodated.
The area of overlap which cannot be avoided when dipping large structures into the galvanising bath more than once is noticeable only by having a thicker coating and a slightly different appearance from the rest of the structure.
Suspension
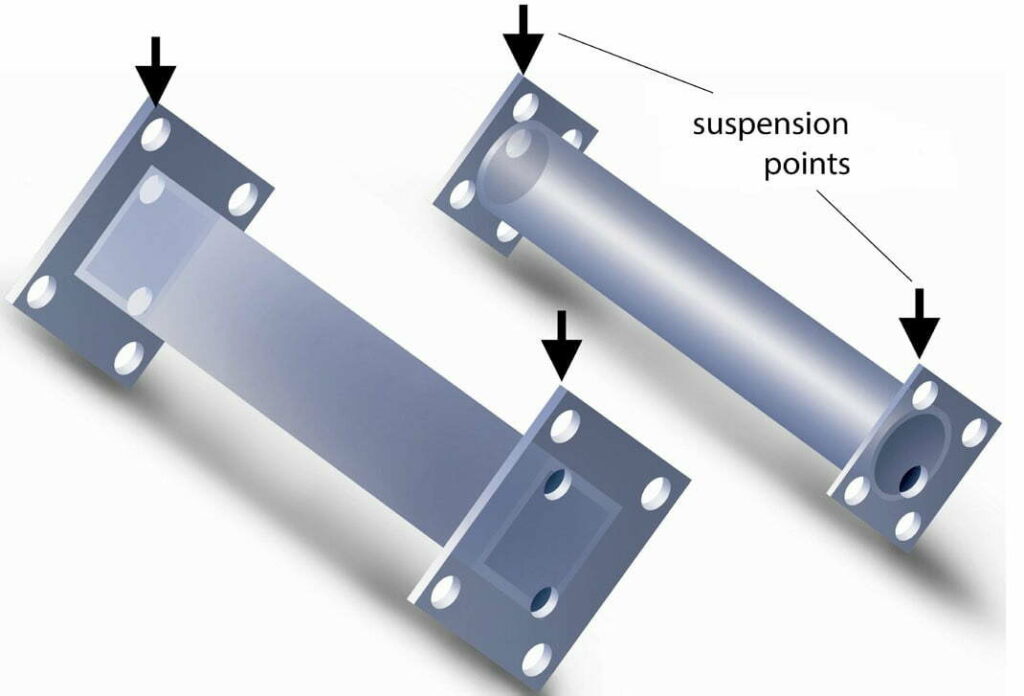
During withdrawal from the galvanising bath the components should be suspended in a way that allows the liquid zinc to drain off readily. The suspension points should take this into account and also any arrangements for filling and venting. The correct position of suspension points and vent holes will prevent excess zinc from being drawn out of the bath. With large or heavy fabrications the position of the suspension points must be agreed so that damage is not caused and their load carrying capacity calculated.
Thickness of Material to be Galvanised
In general the thickness of the coating achieved on an unreactive steel will follow a parabolic curve with respect to time when galvanising at the conventional temperature of 450°C. However, more reactive steels will follow a steeper curve approaching a linear relationship thereby developing much thicker coatings upon dipping. BS 729:1971 (1986) defines the minimum coating weight that must be achieved for particular gauges of substrate – the larger the gauge the greater the weight of coasting required.