Distortion & Warping During Galvanising
In practice, cases of distortion during hot dip galvanizing are relatively infrequent. There are a number of important criteria that designers should keep in mind.
Causes
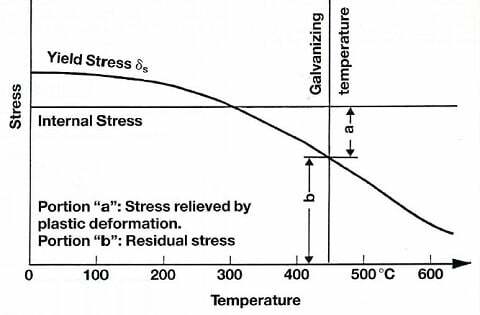
Distortion occurs due to the relief of locked-in stresses within a steel section or fabrication. At room temperature, the steel is sufficiently strong to accommodate such stresses, but at the galvanizing bath temperature, the steel`s yield strength may be reduced by up to 40% (note the steel recovers its full strength when it cools to ambient temperature). If the internal stresses, then exceed the steel`s yield strength they can not be accommodated and the steel distorts due to plastic deformation taking place (image 1). The occurrence of distortion is dependent upon the level and distribution of internal stresses and in some cases stresses may balance out such that distortion does not occur.
Stresses may be present for a variety of reasons and these include:
- The process by which a steel section is manufactured will affect the level of internal stresses
- Fabrication can lead to the introduction of stress due to the welding process
- Variable steel section thickness may result in thermal stresses during the dipping process
- Poor design can also contribute towards distortion by creating unbalanced stresses or leading to increased thermal stresses during the dipping process
Remedies
Given that the potential causes of distortion can be identified, it is possible to take precautions which should significantly reduce the potential for distortion including:
- Use of hot rolled sections rather than cold rolled or cold formed sections where possible as these sections will have inherently lower internal stresses
- Prior to welding, a fabrication should not be jigged excessively tightly as this may lead to increased internal stresses
- The amount and size of welds should be kept to a minimum so as to minimise heat input and potential stresses
- Fabrication should be conducted using a balanced welding procedure so as to balance out stresses which might otherwise contribute towards distortion
- Maintain as uniform a steel section thickness as is practically possible so as to avoid the introduction of thermal stresses and issues with differential thermal expansion and contraction during the cycle of the galvanizing process. Ideally section thicknesses should not vary by a ratio of more than 2.5:1
- Try to ensure that the article has as symmetrical a design as is practically possible. Asymmetric designs are more likely to result in unbalanced stresses which may result in distortion
- Ensure that consideration is given to good design for galvanizing. For example, provision of well-positioned vent holes of the correct size will enable the galvanizer to immerse work as rapidly as is practically possible so minimising the introduction of potential thermal stresses
- Where there is particular concern about distortion of large articles, consideration might be given to ensuring that it is single dipped. Double dipping while perfectly acceptable will introduce some level of thermal stresses which might contribute towards potential distortion
- Where an article can not be single dipped due to its size consider splicing the structure so that it can be dipped as two separate parts, each being single dipped. The pieces may then be joined by bolting or welding after galvanizing.
- Where possible, consideration might be given to stress relieving an article prior to hot dip galvanizing
Other Product – Specific Guidance
Where thin sheet or mesh is welded into a frame it is very likely that it will distort by bucklink or bowing during the galvanizing process (Image 2). The potential for distortion is significantly reduced by galvanizing the frame separate to the sheet or mesh and then joining after galvanizing. Thin sheet has a relatively low rigidity and may also contain high internal stresses due to having been cold rolled. Increased rigidity might be achieved by folding over the edges of the sheet so reducing the potential for distortion. Alternatively, temporary bracing may in some instances also help avoid distortion.
Conclusions
There is always some potential for an article to distort during the hot dip galvanizing process. However, by taking suitable precautions it is normally possible to prevent distortion from occurring in the vast majority of cases.